 咨詢熱線:86-755-29773559咨詢熱線:86-755-29773559
咨詢熱線:86-755-29773559咨詢熱線:86-755-29773559
深圳市科翔模具有限公司
電話: 86 - 755 - 2977 3559
電話: 86 - 755 - 29604615
傳真: 86 - 755 - 2960 4572
郵箱: kexiangmold@126.com
sales@cousunmold.com
地址: 深圳市光明新區公明街道西田社
區第二工業區24棟A區
澆注系統是將熔融的塑料從注塑機引到模具的每一個型腔的機構,因此其參數和形式的差異均會影響到產品的品質。通過本課學習掌握流道和澆口的設計原則及不同流道及澆口的選擇。
一.流道
二.澆口
1.澆口的設計原則
A.澆口應開在產品斷面較厚的部位、利于澆注
B.澆口位置的選擇,應使溶融料充模流程最短、減少壓力損失、
C.澆口位置的選擇,盡量避免使溶融料直接沖入型腔,否則會產生漩流、在產品上留下螺旋狀痕跡
D.澆口位置的選擇,應有利于排除型腔內的空氣
E.澆口位置的選擇,防止在產品表面產生接合線
F.澆口位置的選擇,避免正對細小型芯,使其產生變形
G.大型或遍平薄壁件成型,可采用多澆口來防止翹曲、變形、缺膠。
H.澆口應盡量開在不影響產品外觀和裝配的部位,并盡量易于修整
I.在型腔能注滿的前提下,澆口數目是愈少愈好。
2.側澆口
適用于大部塑料、各種側邊允許澆口痕跡的制品,開在制品的邊緣或邊緣頂面,又分標準入水、搭接入水和扇形入水,下圖中t為產品壁厚,L一般為(0.8—1mm)
3.點澆口
適用于流動性好的塑料,以及不允許側澆口,只能在產品表面進膠的產品 ,也可用于
一模多腔的模具
4.潛水澆口
適用于外觀不允許澆口痕跡及要求自動去除料把的模具
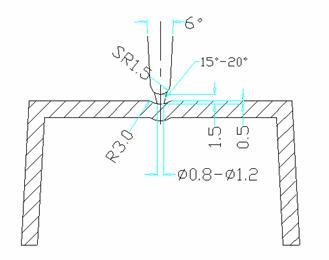
彎鉤形(又稱香蕉形或牛角尖形)澆口
適用于要求自動去除料把:外觀不允許澆口痕跡 ; 對一些特殊需要的產品(如產品的內表面沒有位置加骨位或骨位不夠深)對PMMA等較硬透明料不適用
6.直接澆口:對大型單一型腔產品(如盆、桶、電視機后殼、復印機前后蓋等 )成型效果非常好。
三.唧咀
1.普通
2.斜唧咀

3.細水口用唧咀
四.熱唧咀
借助加熱裝置使澆注系統中的塑料不會凝固,也不會隨產品脫模,所以又稱無流道模。
1.熱流道的優點:
A.無廢料
B.壓力損耗小
C.可縮短成型周期
D.提高產品的質量
2.熱流道的不足:
A.模具高度增加
B.成本高
C.存在熱膨脹,需計算
a。T.E.=A×B×C=預熱膨脹補償
其中A:熱咀尺寸
B:溫差,即熱咀內的料溫減模溫
C:膨脹系數和鋼材的關系:0.00000736cm/℃
b.A1=A+T.E.
其中:A:室溫下熱咀的長度
T.E.:膨脹長度

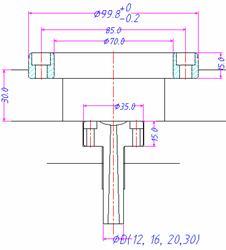
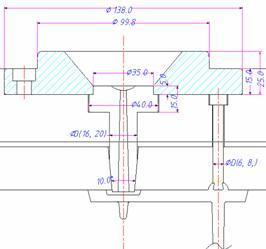
五.定位圈
1.定位圈的尺寸參數



2.定位圈與唧咀的安裝標準
深圳市科翔模具有限公司是一家專業的塑膠模具設計生產工廠,致力于中型汽車模具, 電子產品, 家電類產品, 家用品, 工業應用, 農業, 醫療器械等產品模具設計開發及生產.長期以來, 我們通過給客戶提供價格低, 質量好, 交期準的服務, 贏得了海內外客戶的一致好評。可以通過我們公司官網(http://www.15087.cn/)查看更多塑膠模具產品、塑膠注塑產品、塑料產品等等一些定制模具開模。
上一篇: 深圳模具廠家,注塑模具的基本結構
下一篇: 深圳模具制造廠哪家好,模具的種類

全國服務熱線:
 深圳市科翔模具有限公司
深圳市科翔模具有限公司 掃一掃
添加微信咨詢
全國免費服務熱線
137-1421-9339